|


|
|

| Ask the Experts | ||||||||||
|
||||||||||
|
January 11, 2018 - Updated November 29, 2010 - Originally Posted Intermittent BGA Test ProblemsWe're having problems with some BGA devices after SMT assembly. During testing the BGA devices are failing, however if we press lightly on the top of the problem BGA device during testing, the board passes. What is likely to be the cause? Is it more likely to be solder joint failure, or something internal within the BGA package? M. S. |
||||||||||
| Expert Panel Responses | ||||||||||
|
This sounds like a typical "head-in-pillow" (or "ball-in-socket") defect that is a common issue with BGAs. In this case, the joint is not really metallurgically formed, but the two metal surfaces (the solder and the BGA ball) are mechanically touching each other. The amount of contact between the ball and the solder can vary with the temperature, or with pressure put onto the part (as you indicated in your question). This is almost certainly not an internal issue with the component itself; it is a soldering defect at the interface between the ball and the solder. There have been a lot of studies conducted and technical papers written on prevention of head-in-pillow defects. One common cause is the component or board warping just enough that the ball loses contact with the solder paste just before the paste begins to reflow. Another cause is that the reflow profile drives a Delta T across the component that can create some "tilting" of the component, again just enough to let the ball lose contact with the paste just as the board reaches the liquidus temperature. This is often a complicated defect resolution, so I would suggest carefully studying the defect location(s) -- are the defects always occurring on the same parts, same locations on the same parts? Is it directional -- if you turn the board 180 degrees heading into the oven, does the amount of locations of the defects change? I would also suggest to contact your solder paste supplier to see if they have any tips to help with this. If you contact me directly, I can provide a few papers to help get the process started for you.
General Manager - Electronic Assembly Americas DEK International Mr. Smith has been supporting customers in the electronics assembly industry since 1994. His expertise is focused on solder paste printing and reducing soldering defects. He holds a BS in Chemical Engineering and an MBA in Marketing. He has authored several papers in trade magazines and at industry conferences. He is an SMTA Certified Process Engineer.
You are most likely seeing solder balls underneath the device that did not reflow properly and therefore are not making electrical connection to their associated pad(s), although there could be other reasons causing electrical connection failure. However, in my experience as a contract manufacturer who is exposed to all types of designs this one is the most probable. Applying pressure on the top of the device during operation is causing the improperly reflowed solder balls to forcibly make electrical connection. There are a couple of possible reasons behind the phenomenon that you're seeing but the top three are (and I would review them in this order):
Sales & Marketing Manager Technical Manufacturing Corp. David has been active in all areas of the contract electronics manufacturing industry for over fifteen years. He is currently in charge of all Sales and Marketing related activities for Technical Manufacturing Corporation.
This would seem to be a classic example of what is known as head in pillow failure. The effect is traditionally caused by the volume of solder paste, and therefore the flux being too low. During the reflow process due to the low volume of flux, the activity or fluxing action is used up before the solder powder reaches melting temperature. This reduces the ability of the solder to break the surface tension or wet to the surface of the BGA ball and causes a reflowed solder pad in contact, but not soldered to the BGA ball. It will create a contact joint, but not a soldered joint. The upshot of this is that there is initially some conductance or only conductance if pressure is applied. On the long term this contact will deteriorate due to oxidation. The best way to improve this effect is to ensure a better or more consistent volume of solder paste that is printed to reduce the risk of insufficient volume or look at improving the reflow profile to reduce the stress or risk of drying out the flux before reflow. The other potential cause is PCB warpage of the BGA during reflow. If the BGA warps up, there is a risk that both, ball and solder, reflow as normal, but they are not in contact due to warpage. As the solder solidifies during cooling down of the reflow profile, they then come into or near to contact. This means that during test when pressure is applied you achieve contact and get a pass, but in realty there is a gap and no contact is made. Again modifying or checking the reflow temperatures can help reduce this risk. A simple cross section or in some cases an x-ray may help to show to the root cause.
Marketing 360-Biz Douglass Dixon is the Chief Marketing Officer for 360 BC Group, a marketing agency with offices throughout the US. 360 BC specializes in consulting and implementing successful marketing programs that utilize the latest in marketing, sales and technology strategies. As an electronics veteran, Dixon has worked in the industry for over 30 years for companies like Henkel, Universal Instruments, Camelot Systems, and Raytheon. Dixon's electronics industry experience includes a broad skill set that includes engineering, field service, applications, product management and marketing communications expertise.
This sounds to me like a textbook case of Head-in-Pillow (HiP) defects. What happens in this case is that during reflow, the BGA warps, causing some of the balls to lift out of the paste. The paste and ball then melt separately. During cool-down the BGA relaxes and the ball then rests on the reflowed paste, but because of oxide buildup on the surfaces of both the ball and the paste, combined with a flux that no longer is active enough to clean the surfaces, the ball and paste do not coalesce together. This causes the joint to be conductive when in contact, but a slight shift can cause failure of the joint. It seems that if you are able to press down on the BGA and cause it to work again, HiP is your cause. It's hard to diagnose this for sure without tearing off a BGA or two and looking to see if the joints on the corners are well formed, because in a top-down x-ray the joint will look normal. For more information here is a link to a paper by a colleague of mine.
Technical Education Program Manager IPC - Association Connecting Electronics Industries As manager of IPC’s technical educational program, Sandy-Smith will be responsible for content development and successful execution of IPC’s educational programs and technical proceedings for conferences, webinars, workshops, tutorials and professional development offerings for the electronics industry. She will lead the development and execution of the technical program and professional development curriculum components of the organization’s trade show events, specialty conferences and professional development events.
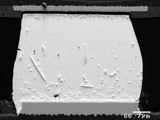
Most likely cause is a Head on Pillow (HoP) joint failure under the BGA, where the solder paste and the BGA solder ball are not merged, or in contact, following reflow. Downward pressure on the BGA makes an electrical contact on the joint, which releases as the finger pressure is removed and the failure re-establishes. An x-ray view at an oblique angle should confirm this non-destructively as the ball and the paste will appear as distinct separate entities compared with a single entity that would be a correctly re-flowed ball. An example image is attached - note the variation in the ball shapes - indicating an uneven response to the reflow and the Head on Pillow joints having the separate 'shadow' like structure with respect to the solder ball. If x-ray inspection shows that all of the BGA joints are consistent then this failure is not due to Head on Pillow joints and it could be caused by warpage of the device cracking and lifting the device away from the board. Alternatively, it could be through a failure within the BGA package itself where an internal joint has failed and pressure applied, again, re-makes the joint.
Product Manager Dage Precision Industries Mr. Bernard has been the X-ray Systems Product Manager at Dage for over 5 years and have been involved in all aspects of x-ray inspection and test for printed circuit board assembly applications. Prior to this, Dr. Bernard was working with radiation measurement instrumentation.
I expect the most likely cause to be open solder joints below the BGA device. Pressing down on top of the package provides temporary contact. The likely root cause is warpage of the BGA or the board during reflow. Oftentimes, this will be resolved by extending preheat or slowing the ramp rates in your reflow profile, allowing some stress relief. A less likely cause is delamination of BGA due to moisture. Adequate pre-bake should resolve this issue.
General Manager VJ Technologies, Inc. Don is the General Manager of VJ Technologies, Inc., a leading manufacturer of X-ray Inspection and Rework equipment for the electronics manufacturing industry. He has more than 20 years experience in development, manufacturing, and support of a wide range of capital equipment.
It sounds as though you're not getting proper wetting of the solder under the BGA. If I had to guess, I would say you're not getting good uniform heat under it. Inferior reflow?
President R&D Technical Services Inc. David is President at R&D Technical Services, a vapor phase reflow oven manufacturer. he has 20 plus years experience in the vapor phase reflow industry.
Assuming the BGA components are good, it sounds like a reflow profile that is either too hot or too cold. I would instrument the PCB and run it thru the oven. Once this is completed, you will have a better understanding of which direction to take.
Regional Sales Manager OK International Inc. Ed Zamborsky is a Regional Sales & Technical Support Manager for Thermaltronics, located in New York. His position requires frequent customer visits throughout North America and the Caribbean and his position encompasses not only sales but the role of trainer and master applications engineer for all of Thermaltronics products. His expertise includes such specialties as hand soldering, convection and conduction reflow techniques, array rework, fluid dispensing equipment, and fume extraction. Ed has authored many articles and has presented many papers on topics such as; Low Volume SMT Assembly, Solder Fume Extraction, SMT Rework, BGA Rework, Lead-Free Hand Soldering, High Thermal Demand Hand Soldering, Lead Free Visual Inspection and Lead Free Array Rework.
If I would create a list related to this it would include (note: in random order):
Engineering and Operations Management Independent Consultant Georgian Simion is an independent consultant with 20+ years in electronics manufacturing engineering and operations.
Contact me at georgiansimion@yahoo.com. Reader Comment
Replying to Sam Lau, I must tell this was a highly debated issue.
The diagnose from the lab that performed the metallographic cut was the defect looked very much like black pad, a known issue of ENIG finishing when phosphorous contaminates the nickel intermetallic.
The BGA manufacturer said it cannot be black pad as they never use ENIG. They use electrolytic nickel immersion gold instead which does not contain phosphorous.
In any case the brittle fracture happened between the NI/Sn intermetallic layer and the underlying Ni layer which points to a BGA pad finish issue. The solder wetted and formed an intermetallic bond with the nickel but for some reason the bond between the Ni and the intermetallic layer was too weak and cracked.
If the problem was due to a mechanical stress between the PCB and the BGA the fracture would be expected to be in the solder, and not at the NI/intermetallic interface.
Just my two cents.
Pedro Tort, DigiProces, Spain
Reader Comment
Commenting on the picture submitted below by Pedro Tort, DigiProcess. I believe the sharp separation between the upper part of the solder joint and the component body to be "Brittle Fracture" of the solder joint. Likely happen during Post SMT handling of the PCB. Check IPC-9704 for guidance.
Sam Lau, Altera Corp
Reader Comment
Reader Comment
This can be because of the following reasons:
Dr. KUTTIYIL THOMAS OOMMEN THARAKAN, VSSC
|
||||||||||
| Submit A Comment | ||||||||||
|
Comments are reviewed prior to posting. You must include your full name to have your comments posted. We will not post your email address. |









|
Free Newsletter Subscription
Circuitnet is built for professionals who bear the responsibility of looking ahead, imagining the future, and preparing for it. Insert Your Email Address |
|


|