|

|
|

| Ask the Experts | |||||||
|
|||||||
|
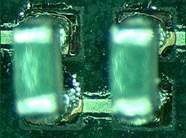
August 6, 2018 - Updated July 29, 2011 - Originally Posted Cold Solder Joints on 0603 ComponentsWe encountered cold solder joints on all of the 0603 components on the bottom side of a small batch of board assemblies, yet all the other larger components had good solder joints. These components are all near via holes, but this does not seem to be related to the cause. We replaced the solder paste on a new batch of assemblies, and the problem was eliminated. The solder paste used for the problem batch of assemblies had exceeded the 12 hour setup usage time we apply to solder pastes in our facilities by 1 hour. Was the problem likely due to the solder paste exceeding our 12 hour usage limit, or something else? L. S. |
|||||||
| Expert Panel Responses | |||||||
Technical Manager - Europe Indium Corp. Currently with Indium Corporation and responsible for technology programs and technical support for customers in Europe. Over 15 yrs experience in SMT, Power, Thermal & Semiconductor Applications. Masters Degree in Industrial Engg, State University of New York-Binghamton.
In some cases, small solder deposits that look like cold solder could actually be graping, which looks very similar. Graping is a clumpy appearance on the outside of small solder deposits that forms because oxidized particles on the outside of the solder joint do not coalesce properly. Another clue is that larger components had good soldering, while smaller components didn't. Because of this, I would guess that what you experienced was actually this graping phenomenon, which could have been exacerbated by the exceeded usage limit as well. Leaving the paste out longer than usual could have contributed to excess oxide forming on the surface particles and inhibiting coalescence. In the future, to avoid this problem, limit the heat exposure for your assembly to minimize oxide formation and graping.
Technical Education Program Manager IPC - Association Connecting Electronics Industries As manager of IPC’s technical educational program, Sandy-Smith will be responsible for content development and successful execution of IPC’s educational programs and technical proceedings for conferences, webinars, workshops, tutorials and professional development offerings for the electronics industry. She will lead the development and execution of the technical program and professional development curriculum components of the organization’s trade show events, specialty conferences and professional development events.
Yes, We call it as Solder Paste Management, its an very important factor for Solder joints.
Process Engineer Bosch Automotive Electronics India Ltd. Keshava Murthy is a Process Engineer in the PCB assembly industry working in Bangalore, India.
It would seem that by exceeding the 12 hour setup usage time you changed the flux chemistry of your solder paste and created cold solder joints
Regional Sales Manager OK International Inc. Ed Zamborsky is a Regional Sales & Technical Support Manager for Thermaltronics, located in New York. His position requires frequent customer visits throughout North America and the Caribbean and his position encompasses not only sales but the role of trainer and master applications engineer for all of Thermaltronics products. His expertise includes such specialties as hand soldering, convection and conduction reflow techniques, array rework, fluid dispensing equipment, and fume extraction. Ed has authored many articles and has presented many papers on topics such as; Low Volume SMT Assembly, Solder Fume Extraction, SMT Rework, BGA Rework, Lead-Free Hand Soldering, High Thermal Demand Hand Soldering, Lead Free Visual Inspection and Lead Free Array Rework.
I would of thought it could of been more like you have sheared thinned the paste too much especially if you over pressurise the squeegee with Lead Free in mind. Pressures of a maximum 1Kg per 50mm blade length for LEad Free should be used, nothing higher. If you over pressurise then you will have flux rich areas as well as flux starved which would definatley be more pronounced on smaller devices. Hence moving to fresher paste properly mixed has made a difference. Worth checking out and very simple to fix. I can't honestly believe by exceeding the meager 12 hour working life by one hour has made that much of a problem for you BUT it will have extended the over pressurising of the paste and subsequent the poor mix of flux contained within the flux Worth checking the print settings to confirm.
Technical Sales Manager BLT Circuit Services Ltd Greg York has over thirty two years of service in Electronics industry. York has installed over 600 Lead Free Lines in Europe with Solder and flux systems as well as Technical Support on SMT lines and trouble shooting.
Since changing the used solder paste with fresh oneimproved the solder wetting results you can attribute the problems to thesolder paste condition. From my perspective the 12 hours exposure time for thesolder paste is excessive regardless of the conditions inside the printingmachine (temperature and humidity control) or the solder paste type andmanufacturer. Excessive exposure will create a good environment for oxidation.Since part of the solvents from the paste will evaporate, the smaller pads aregoing to be affected when it comes to proper reflow (the flux cannot beproperly activated anymore).
Engineering and Operations Management Independent Consultant Georgian Simion is an independent consultant with 20+ years in electronics manufacturing engineering and operations.
Contact me at georgiansimion@yahoo.com. |
|||||||
| Submit A Comment | |||||||
|
Comments are reviewed prior to posting. You must include your full name to have your comments posted. We will not post your email address. |





|
Free Newsletter Subscription
Circuitnet is built for professionals who bear the responsibility of looking ahead, imagining the future, and preparing for it. Insert Your Email Address |
|


|