|


|
|

| Ask the Experts | ||||||||
|
||||||||
|
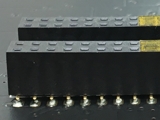
July 10, 2026 - Updated July 27, 2016 - Originally Posted What Is Causing Connectors to Bow?I have a connector that is bowing during the lead-free soldering process. When the connector is put through an oven on its own, no bowing takes place.
What is causing the connector to bow? B.S. |
||||||||
| Expert Panel Responses | ||||||||
|
I would think this is due to thermal expansion of the connector. With no restrictions visible changes are minimal and may not be seen. However if the component was measured for length it may have changed from its original dimension when subjected to the thermal process. However, when it is attached to a printed circuit board and it is secured, then the thermal expansion of both the board and the component have to be compatible if not, one will expand and contract at different rates than the other and this would create stresses within the system allowing the component to bow to compensate for the stresses incurred during the assembly and cooling process.
Vice President, Technical Director EPTAC Corporation At EPTAC Corporation, Mr. Lambert oversees content of course offerings, IPC Certification programs and provides customers with expert consultation in electronics manufacturing, including RoHS/WEEE and lead free issues. Leo is also the IPC General Chairman for the Assembly/Joining Process Committee.
When going through reflow, the PWB itself will bow or sag. As the board cools down from the max reflow temperature, the solder locks up at the solidification temperature. However, the board is still hot and continues to cool down. As it cools and straightens out it puts tremendous stresses on the connector, thus causing it to bow.
Advanced Engineer/Scientist General Dynamics Richard D. Stadem is an advanced engineer/scientist for General Dynamics and is also a consulting engineer for other companies. He has 38 years of engineering experience having worked for Honeywell, ADC, Pemstar (now Benchmark), Analog Technologies, and General Dynamics.
I'm carefully scrutinizing the image, and based on what I can see, it looks like the last 5 or 6 leads toward the end of the mounted/reflowed connector have separated from their respective solder joints. It looks like they have left behind solder which has not flowed after the lead pulled out. This strongly suggests that the separation of the leads from the joints occurred during the cooling process, after solidification but when the joints were still very hot, and therefore weak. I would bet that there is something going on with board warpage. Look at how the board is supported during transport through the oven. Is it possible that the board support is lacking during at least some of the time the board is in the oven? If the connector that was sent through the oven without soldering was sent through on a more rigid plate, that would explain why it did not warp.
Process Engineer Astronautics Fritz's career in electronics manufacturing has included diverse engineering roles including PWB fabrication, thick film print & fire, SMT and wave/selective solder process engineering, and electronics materials development and marketing. Fritz's educational background is in mechanical engineering with an emphasis on materials science. Design of Experiments (DoE) techniques have been an area of independent study. Fritz has published over a dozen papers at various industry conferences.
Either way the connector is warping as it goes through the oven. But when the solder is present it is solidifying before the connector has a chance to cool down and "un-warp". The solder bonds to the leads and solidifies and forces the connector to maintain that warped shape even when cooled down to room temperature. When no solder is present, there is nothing to restrict the connector from going back to its original shape when it cools back down.
Technical Support Engineer Indium Corporation Kay Parker is a Technical Support Engineer based at Indium Corporation's headquarters in Clinton, N.Y. In this role she provides guidance and recommendations to customers related to process steps, equipment, techniques, and materials. She is also responsible for servicing the company's existing accounts and retaining new business.
Bowing such as this is due to a difference in thermal expansion between the board and connector. When soldering they lock together when the solder paste solidifies and as the assembly cools one part shrinks more that the other and bowing occurs.
Manager, Process Technology BTU International Mr. Dimock is the manager of Process Technology at BTU International. His extensive experience in thermal processing includes positions at Corning, GE, and Sylvania. He has authored numerous articles on lead free processing and process control, taught classes at SMTAI, and participated in the IPC Reflow Oven Process Control Standard committee.
Here is my idea: Pins on connector fit tight it holes, At elevated temperature of wave the connector bows because end pins can't move, During cooling after wave the bend is frozen.
Vice President Technology Photo Stencil For over 18 years, Dr. Coleman has been the vice president of technology for Photo Stencil, working closely with customers to understand their printing requirements. His efforts have resulted in several new stencil products.
Reader Comment
Looks like CTE issues like everyone else is saying. I would look at the profile and perhaps PCB fixturing. I'm guessing the PCB is thermally unbalanced in terms of layer stack-up and you may have to address this by finding a profile that mitigates this situation, or if not possible, back-add the connector in a secondary process. A hold-down on the connector will likely provide insufficient pressure to overcome the forces that are causing this.
Rob Spoerri, Unlock Recreational Brands LLC
I had the issue with the same type of connector years ago. The bowing occurred on the cold down zone in the oven when the board goes from high temperature to close to ambient temperature. The surface will not change it's temperature in a uniform way across the assembly due to thickness, board population, etc. I have fixed the problem with a fixturing device to keep the component flat across the reflow process.
Engineering and Operations Management Independent Consultant Georgian Simion is an independent consultant with 20+ years in electronics manufacturing engineering and operations.
Contact me at georgiansimion@yahoo.com. Reader Comment
I agree that the issue is he different thermal expansion coefficients of the material involved. In addition to the fine ideas others have presented here.
Ward Cridland, ICM Controls Inc.
I would suggest you refer to the connectors data sheet and be sure that your lay-out follows the recommended design and that your profile does not exceed any of the manufacturers recommendation. If any discrepancies are noted think about following the manufacturers recommendation. If all is well with your lay out then I'd look hard at your profile. I'd try a bit of soak before you hit reflow to try to get everything hot and stable as far as expansion goes. From there get your profiler out and grind until you get it. Have seen this a number of times recently with all kinds of Connectors including SO-DIMM ones so pretty fine, so there maybe something wrong in the material make up of a number of types of connectors. We fixed this by changing to a slightly lower melting solder paste 40C less which enabled the connectors to be soldered without the shrinkage occurring. Virtually impossible to Engineer a fix so had to use a work around Solder Paste.
Technical Sales Manager BLT Circuit Services Ltd Greg York has over thirty two years of service in Electronics industry. York has installed over 600 Lead Free Lines in Europe with Solder and flux systems as well as Technical Support on SMT lines and trouble shooting.
Reader Comment
I would like to know what solder alloy Mr. York switched to that enabled a reduction of 40 deg. C, without compromising the overall SJ strength and reliability? Was it from SAC305 to Sn63 or Tin/bismuth? A reduction of 40 deg. C is pretty significant, and if the switch was to Sn63 then you do get something for nothing, but not if the switch was to tin/bismuth or some other alloy.
Odin Stadheim, Kongsberg Maritime AS
Was this in a Hi-Rel application? But I do understand that while there may be a reduction in reliability from a number of cycles to failure standpoint, this may well be within the reliability requirements of the product, for the application used. If the product was exempt from RoHS requirements that is understandable also. Reader Comment
I would like to know what solder alloy Mr. York switched to that enabled a reduction of 40 deg. C, without compromising the overall SJ strength and reliability? Was it from SAC305 to Sn63 or Tin/bismuth? A reduction of 40 deg. C is pretty significant, and if the switch was to Sn63 then you do get something for nothing, but not if the switch was to tin/bismuth or some other alloy. Was this in a Hi-Rel application? But I do understand that while there may be a reduction in reliability from a number of cycles to failure standpoint, this may well be within the reliability requirements of the product, for the application used. If the product was exempt from RoHS requirements that is understandable also.
Odin Stadheim, Kongsberg Maritime AS
|
||||||||
| Submit A Comment | ||||||||
|
Comments are reviewed prior to posting. You must include your full name to have your comments posted. We will not post your email address. |






|
Free Newsletter Subscription
Circuitnet is built for professionals who bear the responsibility of looking ahead, imagining the future, and preparing for it. Insert Your Email Address |
|


|